
Experience:



![]() Add to My Favorites
Add to My Favorites
![]() Download QR Code
Download QR Code
| QTY |
| FOB PRICE |
CIF PRICE
QUANTITY
-
+
kg
TOTAL COST
$1660 Specification
Specification
| Model : AWS E7016 J506 | Payment Terms : L/C, D/A, D/P, T/T, Western Union | Delivery Port : TianJin | delivery Time : 15days | Product Advantages : Well and High Quality Control, Prompt Delivery, New Product, Welcome customer designs and trademarks, Competitive Prices, Fit for Gifts and Premiums, Earth-friendly Products, In a Variety of Design, Small Order Acceptable, ODM Accepted, OEM Accepted, Other |
| Material : Default |
| Pcs/Carton : 4 | Packing Size/Carton : N/A | Packing Vol/Carton : N/A |
| N.W./Carton : 20.0 | G.W./Carton : 21.0 | QTY in 40HQ : 28000 |
| QTY in 40GP : 28000 | QTY in 20GP : 25000 |
Product Introduction
China suppliers AWS E7016 J506 welding electrode welding rod 3.15mm carbon steel electrode
J506(J48.56)
GB/T 5117 E5016
AWS A5.1 E7016
ISO 2560-B-E 49 16 A
Introduction:
E7016 is a low hydrogen potassium type carbon steel electrode.Both AC and DC, it can be used for all position welding.It has very good welding usability that enables it to perform all-position welding, has stable arc, removal of slag is easy and has low spatter. The deposited metal has good mechanical performance and crack-resistance, which offers good low temperature toughness.
Uses:
E7016 is applied in welding medium-carbon steel and low-alloy structures such as 16Mn, 09Mn2Si and the steels used in shipbuilding such as A, B, D, E. It is also used in thick steel plates and the carbon steel structures that are difficult to weld.
Chemical Composition (%)
|
Chemical composition |
C |
Mn |
Si |
S |
P |
Ni |
Cr |
Mo |
V |
|
Guarantee value |
≤0.15 |
≤1.60 |
≤0.75 |
≤0.035 |
≤0.035 |
≤0.30 |
≤0.20 |
≤0.30 |
≤0.08 |
|
General Result |
0.080 |
1.05 |
0.51 |
0.012 |
0.020 |
0.012 |
0.030 |
0.007 |
0.016 |
Mechanical Properties of Deposited Metal
|
Test Item |
Rm(N/mm2) |
ReL(N/mm2) |
A( % ) |
KV2(J) |
|
|
-20℃ |
-30℃ |
||||
|
Guarantee Value |
≥490 |
≥400 |
≥20 |
≥47 |
≥27 |
|
General Result |
543 |
440 |
32 |
175 |
169 |
X ray detection:Grade I
Reference Current (AC,DC+)
|
Diameter(mm) |
φ2.5 |
φ3.2 |
φ4.0 |
φ5.0 |
|
Amperage(A) |
60~ 100 |
80~140 |
110~210 |
160~230 |
Notes:
1. The electrode must be preheated at the temperature of 350°C for 1 hour. Preheat the rod whenever it is used.
2. The impurities such as rust, oil stains and moisture must be cleared off of the work piece.
3. Short arc is required to perform welding. Narrow weld path is preferred.
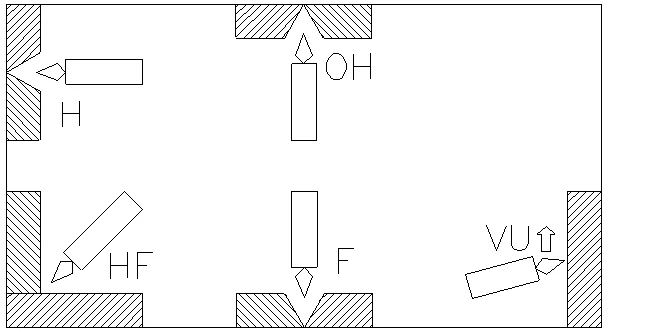
Welding Positions:
• Amanbo Return Policy applies to all orders on amanbo.com.
• If products are not as described, returns are accepted and return shipping fee should be paid by buyer.
• If products are as described, seller has the right to refuse return. Buyer should pay return shipping fee if return require is insisted on.




